Servizi di stampaggio plastica e gestione dei progetti
Servizi di stampaggio One-to-one
IlCina produttore di stampi in plastica,HANKING offre a ogni progetto di stampaggio ad iniezione di plastica di precisione un project Manager e un ingegnere di progetto dedicato a ogni progetto. Il Project Manager è responsabile per il progetto dalle conversazioni iniziali con i clienti fino a quando il progetto non viene completato con successo. Per il cliente questo significa un progetto-un contatto.
Discussione della tavola rotonda per i dettagli del servizio di stampaggio vitale
Lo stampo HanKing tiene una tavola rotonda parlando di fasi vitali per il successo del progetto di stampaggio plastica, dal progetto kick-off, DFM, design dello stampo, risultato di prova dello stampo, modifiche e così via.
Aggiornamenti settimanali sui servizi di stampaggio ad iniezione di plastica
Diagramma di flusso del progetto di stampi HanKing
Richiesta del cliente:Richiesta di preventivo (RFQ)
Ordine di acquisto (PO)
Design dello stampo:Progettazione per la produttività (DFM), pre design, moldflow, progettazione di stampi 3D, approvazione del design da parte del cliente
Produzione di stampi:Ordinazione di acciaio, abbinamento, assemblaggio di stampi
Capacità del Team di progetto nello stampo HanKing
Pianificazione precoce
Dopo l'introduzione del progetto, sarà creato un team APQP speciale per valutare i rischi del progetto, controllare la quotazione, determinare le attività e gli obiettivi d'azione, fissare la distinta base iniziale, il diagramma di flusso di processo, elenco delle caratteristiche speciali di prodotti e processi e elenco dei rischi, Analizza in dettaglio la progettazione strutturale e la tecnologia di processo di diversi tipi di prodotti per i clienti, presenta suggerimenti ragionevoli, aiuta i clienti a personalizzare i prodotti e ridurre i costi dei clienti, migliora la capacità di produzione e la resa.
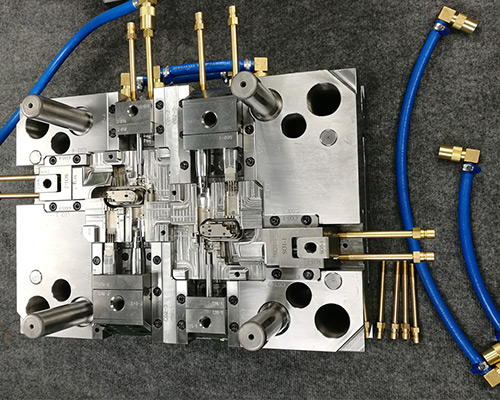
Sviluppo e produzione di stampi
Il team del progetto di stampi HanKing può realizzare un rapporto DFM di avvio dello stampo dettagliato, analisi del flusso di stampi, analisi della tolleranza dimensionale, disegni di progettazione dello stampo e uscita delle specifiche, produzione di stampi, produzione di prove, correzione dello stampo/cambio di ingegneria, ispezione tridimensionale/due, accettazione dello stampo e altre capacità di fissaggio come sviluppo e spruzzatura/serigrafia/assemblaggio/modellatura.
Progettazione, sviluppo e verifica del processo
Revisione del sistema di qualità prodotto/processo, piano d'officina, diagramma di flusso di processo, formulazione e revisione del P-FMEA, piano di produzione e controllo di prova, matrice di caratteristiche speciali, istruzioni per il funzionamento del processo, specifiche di imballaggio, piano di analisi del sistema di misurazione, uscita di ricerca della capacità di processo iniziale, follow-up dei problemi di produzione di prova.
Conferma del prodotto e del processo
Produzione PPAP, valutazione del sistema di misurazione, aggiornamento della capacità di processo, approvazione della parte di produzione, test della capacità di produzione, valutazione dell'imballaggio, aggiornamento del piano di controllo, identificazione e gestione della pianificazione della qualità, aggiornamento e miglioramento dell'elenco dei rischi.
Feedback/valutazione e misure di correzione
Prestazioni di produzione precoce del progetto, contenimento della produzione precoce, chiusura dell'elenco dei rischi, revisione del rapporto di sintesi, riduzione dei costi, miglioramento della consegna e del servizio e miglioramento della soddisfazione del cliente;
Prima della consegna dello stampo A iniezione, il nostro Project Manager compererà un controllo degli utensili In plastica per garantire che i nostri stampi vanno al cliente In buon stato e qualità
Consegna di sicurezza
Bulloni a barra e occhielli installati, dispositivo di fissaggio disponibile.
Singola cavità di trasporto e lato centrale possibile barra di trasporto bilanciata.
Slot di bloccaggio o piastre di bloccaggio disponibili.
Conformità della marcatura degli strumenti con la norma dello strumento del cliente.
Tutte le connessioni di raffreddamento sono segnate, secondo la norma degli strumenti
Tutte le connessioni olio e aria sono segnate, secondo la norma degli attrezzi.
Bordi disponibili per lo smontaggio.
Identificazione della marcatura chiara e facile per gli operatori da capire
Lubrifica tutte le guide. Scanalature dell'olio attaccate.
Con tutti gli stampi a molla, c' è un controllo efficace della molla?
Il sistema di espulsione funziona bene (si muove senza intoppi a mano, meglio lasciare che una signora abbia una prova)
Filettature sufficienti per golfari disponibili.
I pilastri di guida sono più lunghi dei pilastri inclinati.
Tutte le viti serrate.
Modo di espulsione per essere timbrato nello stampo e testato.
Il diametro dell'anello di posizionamento è conforme alle specifiche.
Raggio ugello R15.5mm / 40mm.
Ingresso pilastro all bolt slider arrotondato.
Senza bordi taglienti, tutte le parti con smusso.
Le transizioni nella colata sono per lo più arrotondate.
La boccola di colata è lucidata in lunghezza.
Tutti i cancelli sono rapporti di misurazione uguali e di grandi dimensioni.
La marcatura del numero di cavità è realizzata secondoNg alle esigenze del cliente.
Simboli di riciclaggio disponibili secondo le specifiche.
Timbro della data disponibile, secondo le specifiche, la data corretta deve essere regolata.
Disponibili slot per aria e fori di sfiato.
Superficie dello stampo e collegamento
Superficie della cavità secondo il disegno.
Lunghezza dell'espulsore e del rimbalzo testati.
Il cursore di sicurezza e la cattura della palla sono posizionati automaticamente.
Pre-caricamento ad incastro disponibile, distanza laterale singola 0.01mm.
Il Flash deve essere rimosso dopo la molatura del piano di separazione.
Linea di separazione controllata.
Superficie lucida controllata.
La parte raccoglie con il robot possibile
Deformatura automatica del cancello.
Ritiro controllato.
Cursore con meccanismo di sicurezza.
Tutte le connessioni di raffreddamento devono essere etichettate, secondo la norma degli strumenti del cliente.
Documenti e disegno
Schema di raffreddamento e rapporto sul flusso d'acqua presenti.
I connettori dell'acqua sono adeguati secondo la norma dei clienti.
Le connessioni di raffreddamento si trovano sul lato opposto o inferiore del funzionamento.
Le tubazioni idrauliche devono essere saldamente collegate o tubed allo strumento interno.
Funzione di controllo dei cilindri (vie/dispositivo di bloccaggio)
Le connessioni dei cilindri sono conformi alle esigenze dei clienti.
Controlla il finecorsa: posizione/impostazione/funzione.
Connessioni elettriche secondo la norma degli strumenti dei clienti.
Cilindro idraulico con interruttori.
Due colpi completi con sprue.
Elementi e inserti intercambiabili in base alle esigenze.
Accessori di montaggio in base alla disposizione.
Fornire i dati di regolazione.
Gli elettrodi sono ben confezionati, pronti per la spedizione ed etichettati con il numero dello strumento.
Macchina per iniezione che regola i dati dei parametri verificati.
Lo schema elettrico è disponibile.
Rapporto di ispezione del campione, FOT, Final run...... supportato.
Due set completi di disegni di strumenti.
Dati CAD correnti (2D e 3D) su CD-ROM
Scheda tecnica dello strumento completamente riempita e firmata.
Checklist stampi per iniezione completi riempiti e firmati.
Vi daremo contatto entro 24 ore.
Gli ultimi articoli per lo stampaggio ad iniezione di plastica
October 28, 2019Un ingegnere in una società di produzione di stampi in plastica ha detto di essere un fornitore di prima classe di un UAV di grandi marche, ma dallo stesso anno, sono stati ricevute sempre più ordini di personalizzazione su piccola scala. Anche th...view
April 7, 2023La progettazione strutturale dei prodotti in plastica si riferisce al design della struttura interna e delle parti meccaniche del prodotto;view
April 21, 2020Lo stampo si riferisce a vari stampi e strumenti del prodotto desiderato, che sono realizzati mediante stampaggio ad iniezione industriale, soffiaggio, estrusione, pressofusione o stampaggio forgiato, fusione, stampaggio e o...view
June 17, 2021A causa degli elevati requisiti di precisione di elaborazione della produzione di stampi a iniezione, la tecnologia di produzione e lavorazione è anche più complessa, quindi i costi di lavorazione e produzione del generale p...view
April 20, 2023Nella progettazione e nella produzione di stampi automobilistici, sono sicuro che tutti desiderano ottenere prodotti di stampi automobilistici stampati a iniezione di qualità migliore. Per questo, è necessario focalizzarsi su ogni dettaglio e pagare sp...view
April 21, 2020Ingegnere in carica deve preparare DFM per controllare la struttura dello stampo in dettaglio. In caso di problemi, deve essere chiarificato sul posto. Se c' è qualcosa che non va, deve essere registrato e...view

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어










 Chiama noi su:
Chiama noi su:  E-mail usa:
E-mail usa:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.