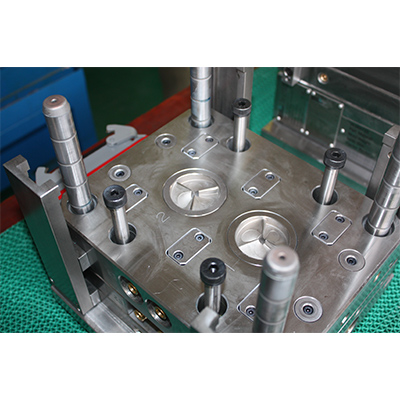
Lo stampo a 3 piastre è anche chiamato stampo per cancello a punta.
Ci sono due superfici di separazione per dividere lo stampo in tre parti. Rispetto agli stampi a due piastre, viene aggiunta la piastra del cancello dello stampo a tre piastre. È adatto per gli stampi che non consentono segni di cancello intorno al prodotto. Questo tipo di stampo utilizza un cancello a punta, quindi è chiamato stampo per cancello a punta.
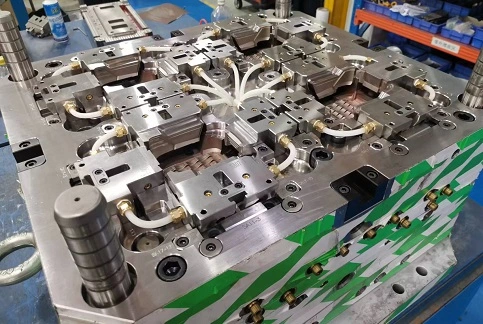
Il tipico processo di movimento dello stampo a 3 piastre
Il processo di apertura dello stampo: lo stampo a tre piastre ha due processi di separazione, il primo tra la piastra di spelatura e la piastra della cavità, e la seconda volta tra la piastra della cavità e la piastra centrale. Quando il lato centrale viene tirato dalla macchina per lo stampaggio ad iniezione, come la piastra A e B è dotata di un blocco a scatto, E non c' è connessione o ostruzione tra la piastra di spelatura e la piastra A (nella maggior parte dei casi, l'asta di trazione è anche dotata di una molla) in questo momento, La piastra di spelatura viene prima separata dalla piastra della cavità dalla forza di trazione e la piastra della cavità si sposta all'indietro con la piastra centrale. Quando si sposta alla distanza del set, è bloccato dal blocco limitatore dell'asta di trazione, perché la piastra A continua A muoversi con la macchina per lo stampaggio A iniezione. Quindi viene azionata anche l'asta di trazione e l'asta di trazione guida la piastra di spelatura per passare alla distanza del set successivo e poi l'asta di trazione e la piastra della cavità si ferma in movimento.
La macchina per lo stampaggio ad iniezione continua A muoversi all'indietro, la forza di trazione continua ad aumentare, oltre la forza di bloccaggio della serratura A scatto, la piastra A è separata dalla piastra B, E si ferma quando viene presa la distanza impostata.
La piastra di espulsione guida il meccanismo di espulsione (il perno di espulsione, l'asta di espulsione e il sollevatore) per avviare il movimento di espulsione, E il prodotto finito viene rimosso (automaticamente lasciato cadere o rimosso dal robot).
Processo di serraggio-quando c' è un meccanismo di pullback sulla piastra di espulsione, la piastra di espulsione viene stirata con la forza dalla macchina per lo stampaggio ad iniezione prima del bloccaggio.
Sotto la spinta della macchina per lo stampaggio ad iniezione, il nucleo si sposta verso il lato della cavità, se la piastra di espulsione non viene sollevata in anticipo, il perno di ritorno prima contatta la piastra della cavità. Sotto la forza di reazione, la piastra di espulsione viene sostituita dal perno di ritorno.
La piastra B viene pressata contro la piastra A e la piastra spelafili, e alla fine completamente stretta. L'ugello sulla macchina per lo stampaggio ad iniezione è aderente con la boccola dell'ugello sullo stampo e il ciclo successivo dello stampaggio ad iniezione è stato attivato.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어


 Richiesta
Richiesta 





 Chiama noi su:
Chiama noi su:  E-mail usa:
E-mail usa:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.