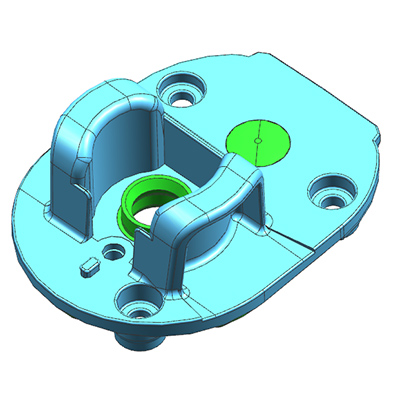
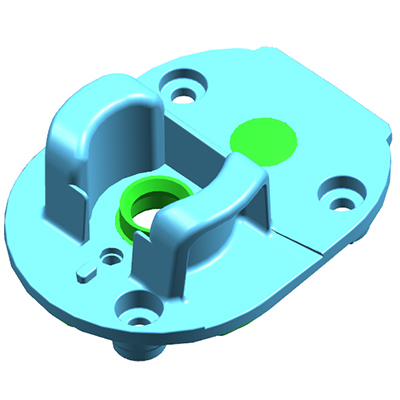
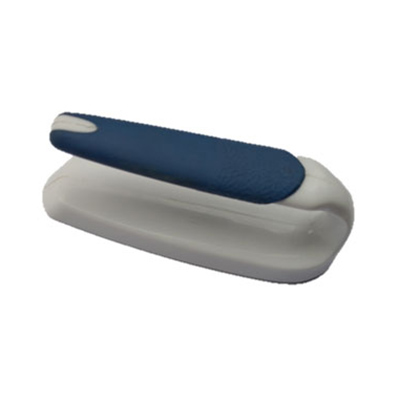
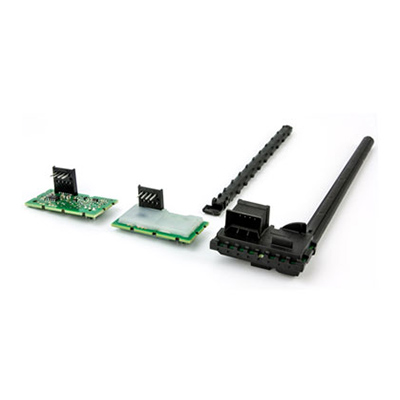
La parte in plastica dura è ASA
La parte di plastica morbida è TPE
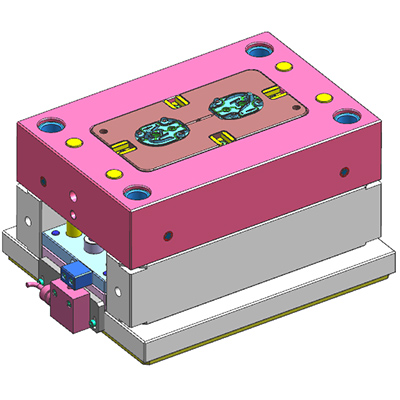
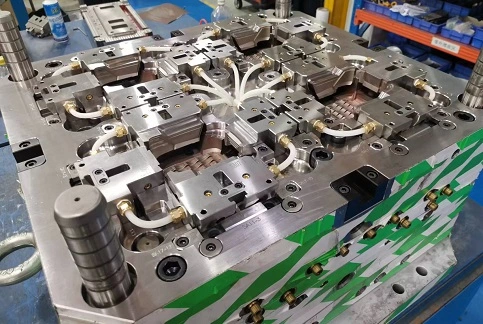
2 cavità
Restringimento della parte dura: 0,55%
Restringimento della parte di Sof: 0
Dimensione della parte: 54.11*40.9*26.14
Cancello: Sub-gate
Macchina per lo stampaggio a iniezione; 40-1- A 270
Cos'è il sovra-stampaggio di plastica?
Il sovra-stampaggio è in realtà una sorta di stampaggio a 2 ° colpo, il prodotto è costituito dalla parte principale (parte in plastica dura) e dalla parte esterna (morbida). Quando lo stampo viene fabbricato, le parti in plastica dura vengono prima prodotte. La parte dura principale dello stampo è progettata secondo la normale procedura di progettazione. (Gomma morbida) il design dello stampo dovrebbe essere basato sulle parti dure come riferimento, mentre il nucleo è essenzialmente lo stesso delle parti in plastica dura, la cavità è diversa in quanto vi è la forma di sovra-stampaggio. Per prima cosa, produci una parte in plastica dura, quindi metti la parte dura nello stampo della parte morbida per modellare la parte completa.
Le caratteristiche del sovra-stampaggio
Nella progettazione dello stampo, prestare attenzione al calcolo del restringimento per le due diverse parti in plastica. Di solito ci sono due set separati di stampi. Per lo stampo eccessivo, la prima parte del colpo deve essere inserita esattamente nello stampo per lo stampaggio secondario. Alcune superfici della prima parte necessitano di spazio zero con la superficie dello stampo per la sigillatura durante il processo di iniezione secondaria. Le altre superfici devono mantenere la distanza per prevenire i segni premuti.
Va notato che il materiale TPU è intrinsecamente facile da attaccare allo stampo. Se la superficie del prodotto può essere la sabbia efficace il più possibile, è facile da de-modellare. Il TPU ha una fluidità più lenta e un tempo di ciclo di raffreddamento più lungo, dovremmo prestare attenzione al processo di stampaggio.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어
 Richiesta
Richiesta 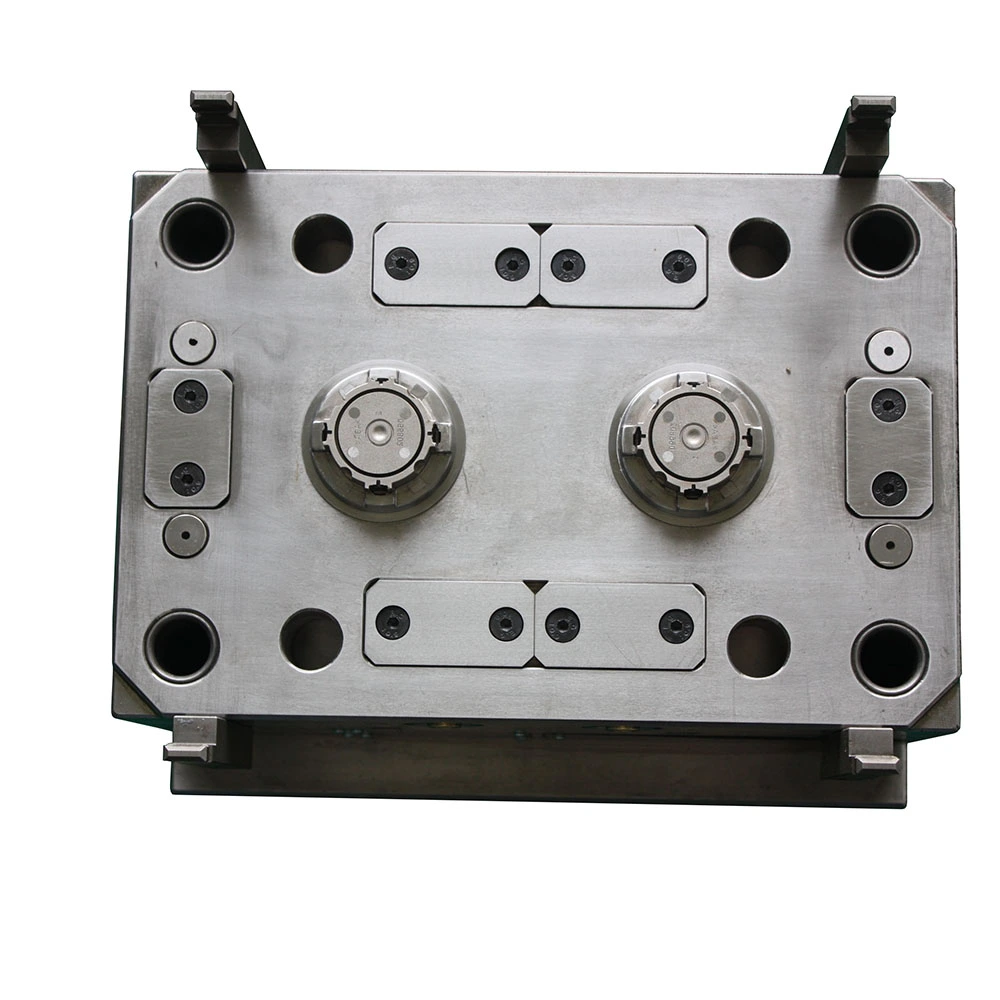



 Chiama noi su:
Chiama noi su:  E-mail usa:
E-mail usa:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.