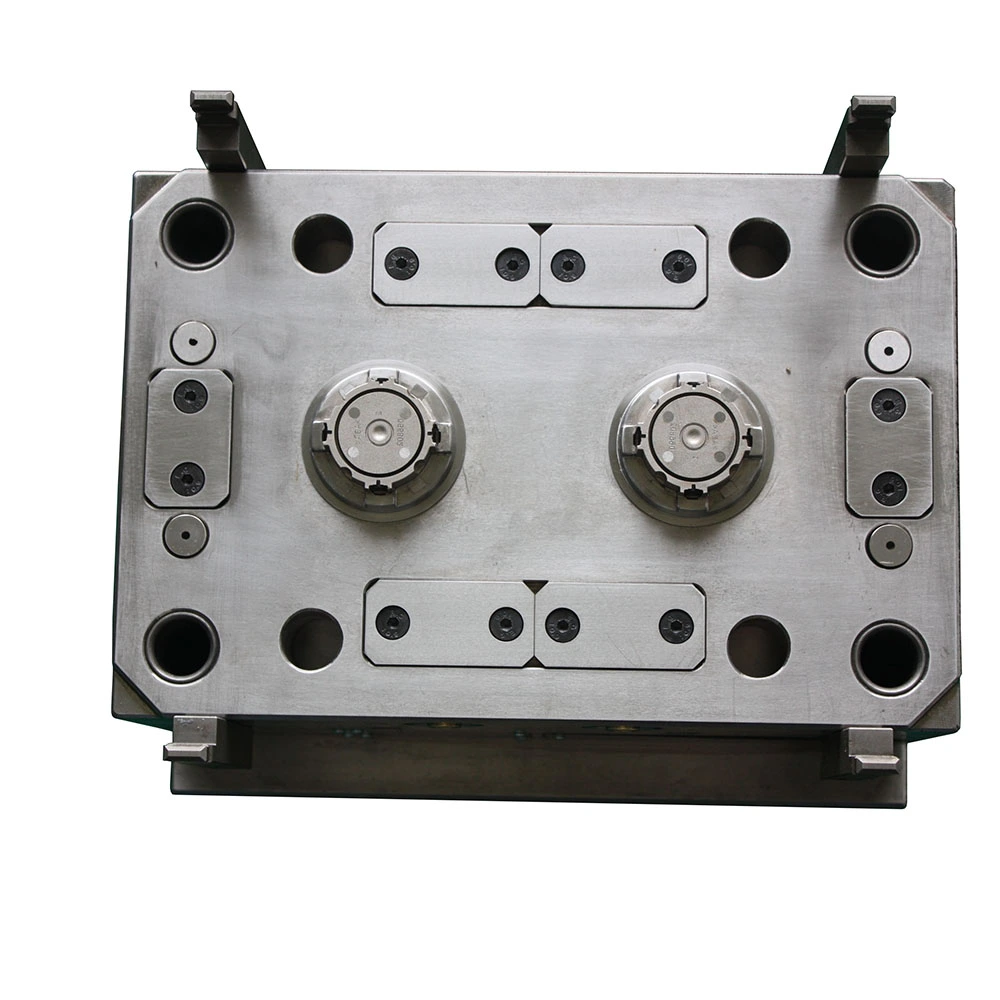
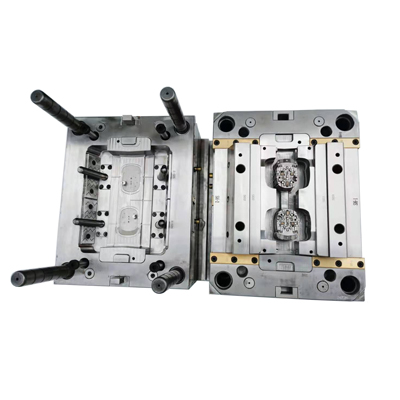
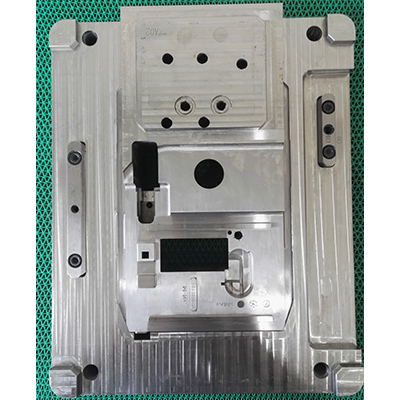
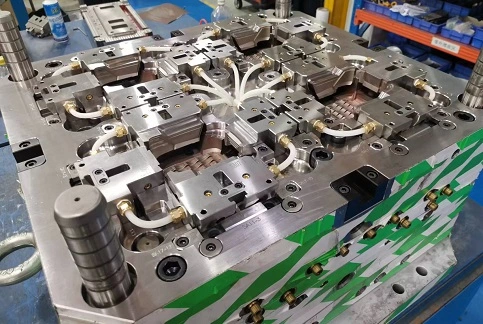
Per stampi per parti in plastica ABS, HanKing realizza un buon design di stampi ad iniezione di plastica da spessore della parete, angolo di tiraggio, sfiato, sistema di espulsione, equilibrio e un buon corridore.
Design per stampi ad iniezione di plastica ABS
1. Spessore della parete del prodotto:
Lo spessore della parete del prodotto è legato alla lunghezza del flusso del fuso, all'efficienza produttiva e ai requisiti di utilizzo. Il rapporto tra la lunghezza massima del flusso dell'abs fuso allo spessore della parete del prodotto è di circa 190:1. Questo valore varierà a seconda del grado. Lo spessore della parete del prodotto ABS non dovrebbe essere troppo sottile. Per i prodotti ha un requisito galvanico, lo spessore della parete dovrebbe essere leggermente più spesso per aumentare l'adesione del rivestimento alla superficie dell'articolo. A questo scopo, lo spessore della parete del prodotto è preferibile tra 1.5 e 4.5mm.
Quando si prende in esame lo spessore della parete del prodotto, si dovrebbe fare attenzione all'uniformità dello spessore della parete, non fare grandi differenza di spessore della parete. Per i prodotti da placcare, la superficie dovrebbe essere piatta senza irregolarità, perché tali parti sono difficili da rimuovere a causa dell'elettricità statica, che è difficile da rimuovere. La solidità del rivestimento si degrada. In aggiunta, la presenza di angoli taglienti dovrebbe essere evitata per prevenire la concentrazione di stress. Si consiglia di utilizzare archi per transizioni come angoli e giunti spessi.
2. Dafter Angle:
L'angolo di tiraggio del prodotto è direttamente legato al tasso di restringimento. A causa dei diversi gradi, le diverse forme del prodotto e le diverse condizioni di stampaggio, il tasso di restringimento dello stampaggio ha una buona differenza, in genere 0.3 ~ 0.6%, a volte è 0.4 ~ 0.8%, la precisione delle dimensioni dello stampaggio del prodotto è elevata. Per il prodotto ABS, l'angolo di tiraggio viene valutato come segue: la parte centrale è di 31 ° nella direzione di demolizione, E la parte della cavità viene presa 4 (/1 ° 20 'nella direzione di spelatura. Per prodotti con forme o lettere e motivi complessi, l'angolo di tiraggio dovrebbe essere aumentato in modo adeguato.
3. Espulsione:
Dal momento che la finitura superficiale dei prodotti ha una grande influenza sulle prestazioni galvaniche, qualsiasi leggero graffio sulla superficie sarà a quanto pare esposto dopo la galvanica, in modo che nessun danno sia consentito sulla cavità. È anche necessario un'ampia area efficace per l'espulsazione, una buona sincronizzazione dei perni di espulsione multipli nel processo di espulsione e una forza di espulsione uniforme.
4. Sfiato:
Al fine di prevenire il gonfiore del processo di riempimento, prevenire la combustione della fusione, l'evidente linea di cucitura e altri problemi, È necessario aprire un foro di sfiato o una scanalatura di sfiato in cui la profondità non è superiore a 0.04mm, per evitare che il gas.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어
 Richiesta
Richiesta 



 Chiama noi su:
Chiama noi su:  E-mail usa:
E-mail usa:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.