Copolimero di acrilonitrile Butadiene stirene con nome completo in ABS, con eccellenti proprietà fisiche e meccaniche complete, eccellente resistenza agli urti a bassa temperatura. Stabilità dimensionale. Le proprietà elettriche, la resistenza all'usura, le proprietà anti-chimiche, la tintura, la lavorazione dei prodotti finiti e l'elaborazione meccanica sono buone. Le resine ABS sono resistenti all'acqua, inorganiche, agli alcali e agli acidi, solubili nella maggior parte dei solventi di alcol e idrocarburi, ma tende a dissolvere in aldeidi, chetoni, esteri e alcuni clorati. La temperatura di deformazione termica della resina ABS è bassa combustibile, la resistenza agli agenti atmosferici è scarsa.
La temperatura di fusione è tra 217 e 237 gradi C e la temperatura della decomposizione termica è superiore a 250 gradi.
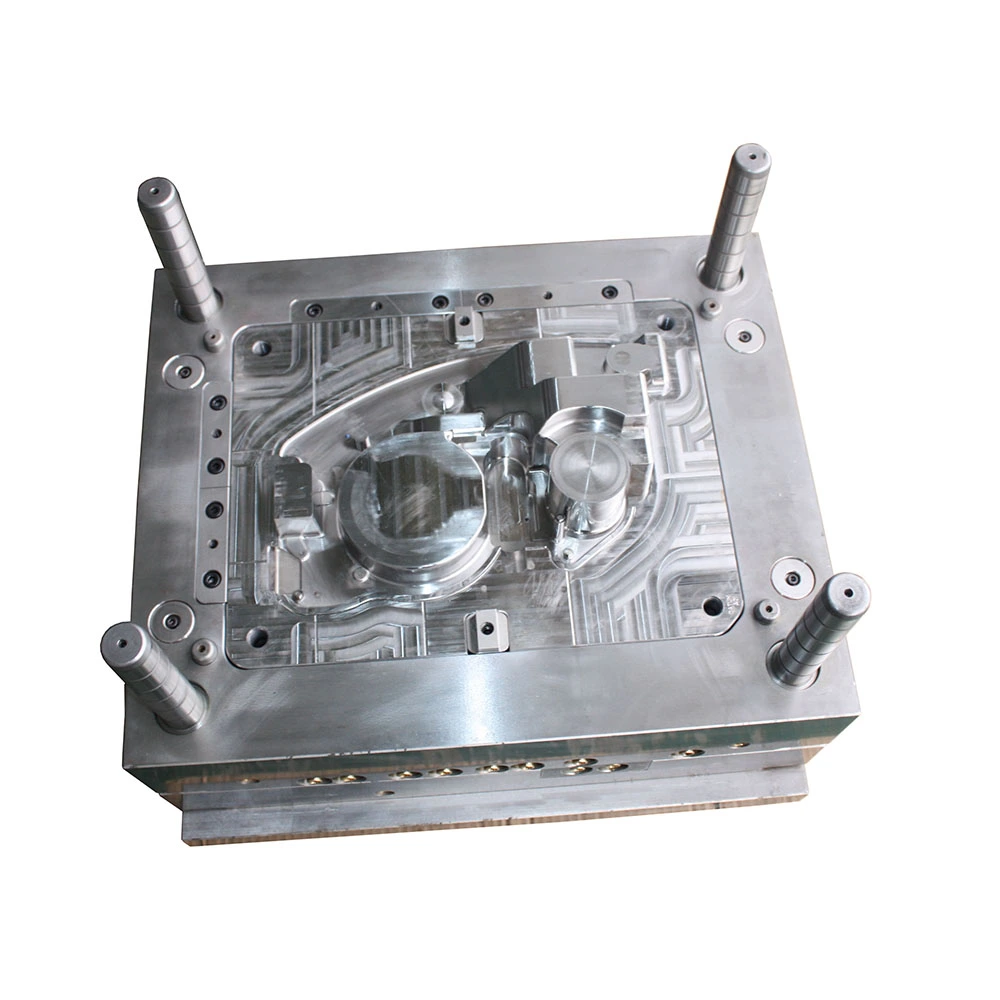
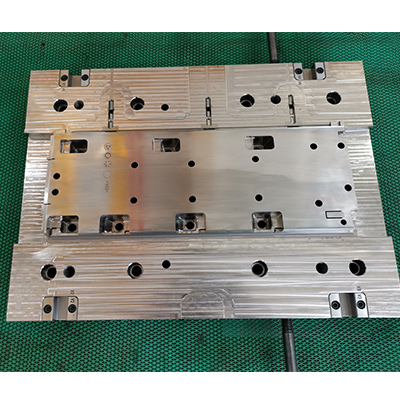
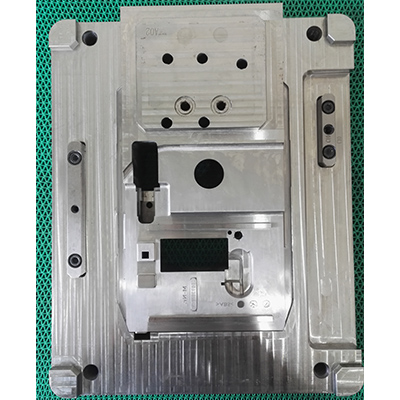
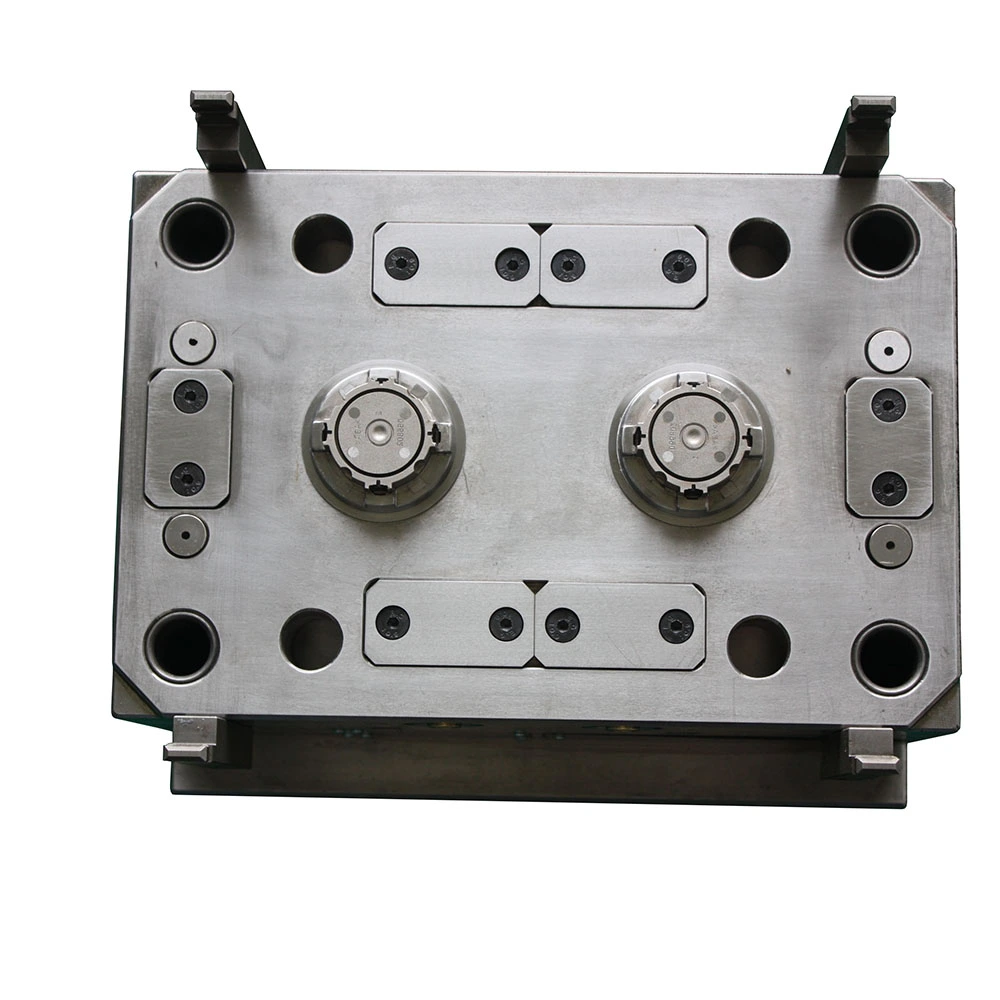
Per stampo per parti in plastica ABS, HanKing realizza un buon design di stampi ad iniezione di plastica da spessore della parete, angolo di tiraggio, sfiato, sistema di espulsione, equilibrio e buon corridore.
La resina ABS per lo stampaggio a iniezione è per lo più un granello opaco bianco avorio o porcellana leggera, eccetto la resina di grado speciale o colorante. L'assorbimento d'acqua della resina non è molto alto, ad esempio, quando il valore limite di elaborazione è inferiore a 0.1 a 0.2%, il processo di stampaggio può essere portato senza asciugatura, mentre la confezione è stretta, lo stoccaggio è adeguato e le esigenze del prodotto non sono troppo alte. Ma se il contenuto di umidità dei granuli supera il valore specificato, deve essere essiccato prima dello stampaggio ad iniezione. Quando ci sono requisiti elevati per granuli o prodotti di grado speciale (come la galvanica), deve essere essiccato prima del processo di stampaggio.
Al fine di rendere l'abs melt fill tutte le parti della cavità il prima possibile, il diametro del canale del corridore è richiesto per non essere inferiore a 5mm, lo spessore del cancello dovrebbe essere superiore al 30% dello spessore della parte in plastica e della parte diritta (Si riferisce alla cavità da inserire) la lunghezza è di circa 1mm. Per i prodotti che devono essere elettrolitici, il cancello non può essere sulla superficie di rivestimento.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어









 Chiama noi su:
Chiama noi su:  E-mail usa:
E-mail usa:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.