Utensili per stampi ad iniezione di plastica monopezzo
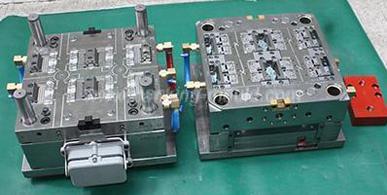
Quando viene aperto un utensile per stampi ad iniezione di plastica monopezzo, lo stampo mobile e lo stampo fisso vengono separati e la parte in plastica viene rimossa. Questo è chiamato uno stampo monopezzo, noto anche come uno stampo a due piastre.
È un utensile per stampi ad iniezione di plastica molto semplice e essenziale. Può essere progettato come uno stampo a iniezione a cavità singola o multi-cavità in base alle esigenze. È ampiamente utilizzato nello stampaggio a iniezione.
Utensili per stampi ad iniezione di plastica con superficie a doppia separazione
Lo stampo a iniezione esterno con superficie a doppia separazione ha due superfici di separazione. Rispetto allo stampo a iniezione esterno monopezzo, lo stampo a iniezione della superficie a doppia separazione aggiunge una piastra centrale (chiamato anche una scheda del cancello automatico) che può essere parzialmente spostato, ed è dotato di cancello, corridore e altri componenti e dei componenti necessari per lo stampo fisso, quindi è anche chiamato a tre piastre (Piastra mobile, piastra centrale, piastra fissa) stampo a iniezione ed è comunemente utilizzato per il campionamento.
Quando lo stampo a iniezione a cavità singola o multipla viene aperto, la piastra centrale si sposta a una distanza dalla piastra fissa sul palo di guida della colonna fissa, E poi il sistema di iniezione dell'osso viene rimosso tra i due stampi. Lo stampo per stampaggio bicomponente ha una struttura complessa, costi di produzione elevati e lavorazione di parti difficili e non viene utilizzato in generale per lo stampaggio di prodotti in plastica di grandi o extra-grandi dimensioni.
Lo stampaggio a iniezione con una separazione laterale e l'organizzazione di estrazione del nucleo è che quando le parti in plastica hanno fori laterali o tagli inferiori, è necessario formare un nucleo o uno scorrevole che può muoversi lateralmente. Dopo che lo stampaggio ad iniezione è stato completato, lo stampo mobile viene prima spostato verso il basso una buona distanza, e poi la parte inclinata del perno di piegatura fissato sullo stampo fisso spinge lo scorrevole verso l'esterno. L'asta di spinta della struttura di demolizione spinge la piastra di spinta per rendere la parte in plastica auto-forma il nucleo.
Stampaggio ad iniezione di parti di stampaggio selezionate. A causa di alcune strutture speciali di parti in plastica, è necessario impostare parti di stampi mobili, come punzone attivo, stampo mobile, plug-in mobile, nucleo filettato mobile o anello, ecc. Durante la demolizione, lo stampo e la parte in plastica possono essere rilasciati insieme e quindi separati dalla parte in plastica.
Utensili per stampi ad iniezione di plastica per lo scarico automatico di parti in plastica filettate
Quando è necessario la demolizione automatica, il nucleo o l'anello della vite girevole possono essere posizionati sullo stampo attraverso l'azione di apertura dello stampo o il meccanismo rotante della macchina per lo stampaggio a iniezione, O un dispositivo di trasmissione speciale può essere impostato per guidare il nucleo o l'anello della vite per ruotare e rilasciare la parte in plastica.
Il metodo di stampaggio a iniezione non attivo si riferisce a un metodo di isolamento e riscaldamento utilizzando un paio di canali attivi, E la plastica tra le cavità dell'ugello della macchina per lo stampaggio ad iniezione viene conservata in uno stato fuso, e lo stampo viene rimosso quando lo stampo non è inclinato. Il precedente è chiamato stampo a iniezione a canale isolato e il secondo è chiamato stampo a iniezione a canale caldo.
Utensili per stampi ad iniezione di plastica ad angolo retto
Lo stampo a iniezione ad angolo retto è adatto solo per macchine per lo stampaggio ad iniezione ad angolo. A differenza di altri stampi ad iniezione, la direzione di alimentazione è verticale alla direzione di apertura e chiusura dello stampo. Il suo percorso di flusso principale si trova su entrambi i lati della superficie di separazione dello stampo mobile e fisso, e la sua area trasversale è di solito stabile, che è diversa da altri stampi utilizzati nelle macchine per lo stampaggio a iniezione.
La fine del percorso di flusso principale evita la macchina per lo stampaggio ad iniezione. L'ugello e l'estremità d'ingresso del percorso di flusso principale sono indossati e deformati e possono essere fornite inserzioni dei canali attivi sostituibili. Il meccanismo di espulsione dello stampo fisso sulla maggior parte degli stampi di espulsione è installato sulla superficie laterale dello stampo mobile, il che favorisce il funzionamento del dispositivo di espulsione nel sistema di apertura e chiusura dello stampo.
Nella produzione effettiva, perché alcune parti In plastica sono limitate dalla forma, È meglio posizionare le parti in plastica sulla superficie laterale dello stampo fisso in modo che le parti in plastica possono essere tolte dallo stampo, ed è necessario fornire l'organizzazione di espulsione su un lato dello stampo fisso.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어





 Chiama noi su:
Chiama noi su:  E-mail usa:
E-mail usa:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.